


śĶéŚćóť°ļŚ•áŚáÄŚĆĖŚ∑•Á®čśúČťôźŚÖ¨ŚŹł
ÁĒĶŤĮĚÔľąšľ†ÁúüÔľČÔľö0531-68824415
śČč śúļÔľö13854165330
Q QÔľö340095748
ŤĀĒÁ≥Ľšļļ:Śľ†ÁĽŹÁźÜ
ťāģ ÁľĖ:250024
ťāģ ÁģĪ:340095748@qq.com
Śúį ŚĚÄ:ŚĪĪšłúÁúĀśĶéŚćóŚłāŚ§©ś°•ŚĆļśĖįŚĺźŚĪÖŚßĒšľöťĽĄś≤≥ŚĽļťā¶Ś§ßś°•Ť•Ņšĺß1-6ŚŹ∑
Á©ļśįĒšł≠ÁöĄśĶģśłłÁ≤íŚ≠źŤŅźŚä®ŚŹóśįĒšĹďśĶĀŚä®„ÄĀŚłÉśúóśČ©śē£„ÄĀťáćŚäõ„ÄĀťĚôÁĒĶŚäõ„ÄĀŚáĚŤĀö„ÄĀŤíłŚŹĎÁ≠ČŚźĄÁß挧ĖÁēĆŚäõŚÖĪŚźĆšĹúÁĒ®„ÄāÁČĻŚąęśėĮÁ≤íŚĺĄŚįŹšļé1őľmÁöĄŚĺģÁ≤íŚ≠źÁ߼Śä®šłĽŤ¶ĀŚŹóśįĒśĶĀÁöĄŚĹĪŚďćԾƌĻ∂ťöŹÁĚÄśįĒśĶĀÁöĄśĖĻŚźĎÁ߼Śä®„ÄāŚõ†ś≠§ÔľĆŚáÜÁ°ģśéĆśŹ°śįĒśĶĀÁöĄśĶĀŚä®ÁČĻśÄßԾƌĻ∂ŤŅõŤ°ĆŤČĮŚ•ĹÁöĄśįĒśĶĀśéߌą∂śėĮšŅĚŤĮĀśīĀŚáÄŚģ§śīĀŚáÄŚļ¶ÁöĄŚÖ≥ťĒģ„ÄāśČÄšĽ•ŚĮĻšļéśīĀŚáÄŚļ¶Ť¶ĀśĪāťęėÁöĄTFT LCD Śą∂ťÄ†Á≠ČŚćäŚĮľšĹďŤäĮÁČጹ∂ťÄ†šłöԾƜŹźŚćášļߌďĀŤČĮÁéáԾƝôćšĹéśąźśú¨ÔľĆśúÄťá捶ĀÁöĄśėĮśīĀŚáÄŚģ§ŚÜ֝ɮśįĒśĶĀśéߌą∂ŚíĆśĒĻŚĖĄ„ÄāśÄĽšĻčԾƜīĀŚáÄŚģ§ŚÜÖśįĒśĶĀÁöĄśéߌą∂ŚíĆśĒĻŚĖĄÔľĆŚĮĻšļéTFTLCD šļߌďĀŤČĮÁéᜏźŚćáŚÖ∑śúČťĚ쌳łťá捶ĀÁöĄśĄŹšĻČ„Äā
1 ŚõĹŚÜÖŚ§ĖśäÄśúĮŚŹĎŚĪēÁéįÁä∂
1.1 ŚõĹŚÜÖŚ§ĖÁ†ĒÁ©∂ÁéįÁä∂
šŅĄÁĹóśĖĮŚú®2003ŚĻī3śúąŚáļÁČąšļÜÁ¨¨šłÄťÉ®ÁĒĪA¬∑E¬∑ŤīĻŚ§öśČėŚ§ęÁľĖŤĎóÁöĄśúČŚÖ≥śīĀŚáÄŚģ§śäÄśúĮšłďŤĎó„ÄāŤĮ•šĻ¶šĽéśīĀŚáÄŚģ§śäÄśúĮŚíĆśįĒśļ∂ŤÉ∂śĪ°śüďśéߌą∂ÁöĄÁźÜŤģļŚüļÁ°ÄŚąįŚģěŤ∑ĶÁĽŹť™ĆšĹúšļÜŚÖ®ťĚĘÁöĄťėźťáä„ÄāYoung-Jae Won śēôśéąŚú®„ÄäÁĒĶŚ≠źŚéāśąŅśīĀŚáÄŚģ§śįĒśĶĀÁĽĄÁĽáÁöĄÁźÜŤģļŚŹäŚģěť™ĆÁ†ĒÁ©∂„Äčšł≠ťėźŤŅįšļÜŚĹĪŚďćśįĒśĶĀÁöĄšłĽŤ¶ĀŚõ†Áī†ÔľĆśįĒśĶĀŚģěśĶčšłéś®°śčüŚģ읙ƌąÜśěźŚŹäŚŹėŚä®ťĘĄśĶč„ÄāÁéčśĶ∑ś°•Á≠ČšļļŚú®ŚÖ∂ÁľĖŤĎóÁöĄ„ÄäÁ©ļśįĒśīĀŚáÄśäÄśúĮ„Äčšł≠śŹźŚąįÁ©ļśįĒśīĀŚáÄÁöĄŚéüÁźÜԾƜĪ°śüďÁČ©šłéśīĀŚáÄŚģ§ŚŹäťĘĄśĶčśįĒśĶĀÁĽĄÁĽáŚąÜśěźśäÄśúĮ„Äā2009 ŚĻīŚąĚԾƌģčŚäüšłöÁ≠ČšļļťíąŚĮĻśīĀŚáÄŚģ§ÁöĄśīĀŚáÄŤ¶ĀśĪāŚĮĻśīĀŚáÄťóīÁöĄŚĽļÁ≠ĎśĖĻťĚĘŚĀöšļÜśĮĒŤĺÉś∑ĪŚąĽÁöĄÁ†ĒÁ©∂„Äā
1.2 ŚõĹťôÖś†áŚáÜ
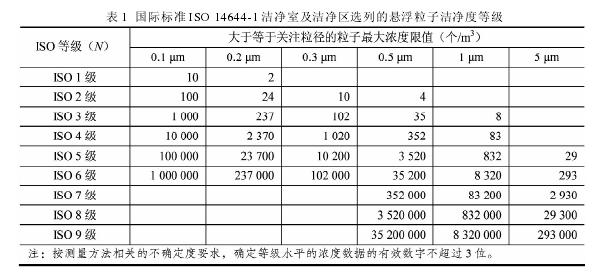
Śú®śīĀŚáÄśäÄśúĮšł≠ԾƜääŚįŹšļé10őľmÁöĄÁ≤íŚ≠źšĹúšłļÁ†ĒÁ©∂ŚĮĻŤĪ°šłĽŤ¶ĀśúČÁ≤ČŚįė„ÄĀÁļ§ÁĽī„ÄĀŚĺģÁĒüÁČ©Á≠Č„ÄāÁ©ļśįĒÁöĄśīĀŚáÄŚļ¶ÁĒ®śĚ•Ť°°ťáŹÁ©ļśįĒÁéĮŚĘÉšł≠ÁöĄŚźęŚįėťáŹÔľĆŚźęŚįėťáŹťęėÁöĄśīĀŚáÄŚļ¶šĹéԾƌźęŚįėťáŹšĹéÁöĄśīĀŚáÄŚļ¶ťęėÔľĆÁ©ļśįĒśīĀŚáÄŚļ¶ÁļߌąęŚįĪśėĮšĽ•ŚźęŚįėśĶďŚļ¶śĚ•ŚąíŚąÜÁöĄ„ÄāŚźęŚįėśĶďŚļ¶šłÄŤą¨šĽ•ŚćēšĹćšĹďÁßĮÁ©ļśįĒŚ§ßšļéŚíĆÁ≠ČšļéśüźšłÄÁ≤íŚĺĄÁöĄÁ≤íŚ≠źśēįśĚ•Ť°®Á§ļ„ÄāÁ©ļśįĒśīĀŚáÄŚļ¶ÁļߌąęśėĮŤĮĄšĽ∑Á©ļśįĒśīĀŚáÄÁéĮŚĘÉÁöĄś†łŚŅÉśĆᜆá„ÄāŤá™1963ŚĻīÔľĆÁĺéŚõĹÁéĮŚĘÉÁßĎŚ≠¶śäÄśúĮÁ†ĒÁ©∂śČÄÔľąIESԾȌą∂ŚģöšļÜÁ¨¨šłÄť°ĻśīĀŚáÄŚģ§ś†áŚáÜ‚ÄĒ‚ÄĒÁĺéŚõĹŤĀĒťā¶ś†áŚáÜ209AšĽ•śĚ•, śīĀŚáÄŚģ§ÁõłŚÖ≥ś†áŚáÜŚŹäÁģ°ÁźÜÁ≠ČśĖĻťĚĘŚú®ťÄźśłźŚúįŚźĎŚÖ¨Śą∂ŤŅáśł°ÔľĆÁõģŚČćŚõĹťôÖšłäŚĻŅś≥õšĹŅÁĒ®ŚõĹťôÖ ISO 14644-1 ś†áŚáÜÔľĆÁĺéŚõĹšļé2011 ŚĻīŚĻīśúęŚģěśĖĹŤŅôšł™ś†áŚáÜԾƚŅĄÁĹóśĖĮšļé2000 ŚĻīťááÁĒ®ISO 14644-1 šłļŚõĹŚģ∂ś†áŚáÜԾƚł≠ŚõĹŚú®„ÄäśīĀŚáÄŚéāśąŅŤģĺŤģ°ŤßĄŤĆÉ„Äčšł≠śėéÁ°ģŤßĄŚģöťááÁĒ® ISO 14644-1 ś†áŚáÜÔľąŚ¶āŤ°®1śČÄÁ§ļÔľČԾƌĻ∂šļé 2002 ŚĻī1śúą1śó•ŤĶ∑ŚģěśĖĹԾƌĻ∂ŚĻŅś≥õšĹŅťÄāÁĒ®šļéťõÜśąźÁĒĶŤ∑Į„ÄĀÁéįšĽ£ŚĆĖšĽ™Ť°®Śą∂ťÄ†„ÄĀÁ≤ĺŚĮÜśúļśĘį„ÄĀŚą∂ŤćĮŚĆĽÁĖó„ÄĀť£üŚďĀ„ÄĀÁßĎŚ≠¶Śģ읙ƜīĽŚä®Á≠ČťĘÜŚüüԾƌį§ŚÖ∂śėĮśĖįŚÖīÁöĄTFT-LCD Śą∂ťÄ†ťĘÜŚüü„Äā
1.3 śīĀŚáÄťóīśįĒśĶĀŚĹĘŚľŹ
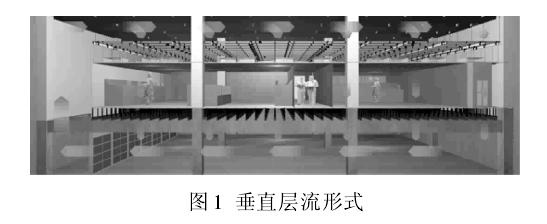
šłļšļÜŤĺ匹įšłćŚźĆŚáÄŚĆĖÁļߌąęśČÄŚĮĻŚļĒÁöĄťĘóÁ≤íśĶďŚļ¶ŚÄľÔľĆŚŅÖť°ĽŚĮĻŚźĄÁßćťĘóÁ≤íśĶďŚļ¶ŤŅõŤ°Ćśéߌą∂„ÄāśīĀŚáÄŚģ§ŚÜÖÁöĄśł©Śļ¶„ÄĀśĻŅŚļ¶šĽ•ŚŹäŚéčŚ∑ģÁöĄśéߌą∂śäÄśúĮÁöĄÁ†ĒÁ©∂šłéŚļĒÁĒ®śó©śúüŚįĪŚ∑≤ÁĽŹŚľÄŚßčÔľĆÁõģŚČćŚ∑≤ÁĽŹŚŹĎŚĪēśąźÁÜü„ÄāśīĀŚáÄŚģ§ŚÜÖÁ≤ČŚįėÁöĄŚĺģŚįŹťĘóÁ≤íśéߌą∂Ծƌį§ŚÖ∂śėĮŚŹĮŚźłŚÖ•ťĘóÁ≤íÁČ©ÁöĄśéߌą∂ÁõģŚČćŤŅėŚ§ĄŚú®ŚŹĎŚĪēťė∂śģĶԾƌÖ∂śéߌą∂ÁöĄŚüļśú¨śÄĚŤ∑ĮśėĮÔľöÔľą1Ծȝė≤ś≠ĘŚģ§Ś§ĖÁ≤ČŚįėŤŅõŚÖ•Śģ§ŚÜÖÔľĆÔľą2ԾȜéߌą∂Śģ§ŚÜÖÁ≤ČŚįėÁöĄšļßÁĒüÔľĆÔľą3ÔľČÁ≤ČŚįėšļßÁĒüÁöĄÁõīśé•ťė≤ś≠ĘŚíĆÁ≤ČŚįėÁöĄŤŅÖťÄüśéíťô§„ÄāŚÖ∂šł≠ԾƜīĀŚáÄťóīśįĒśĶĀÁöĄśéߌą∂šłéśĒĻŚĖĄśėĮÁ≤ČŚįėÁöĄŤŅÖťÄüśéíťô§ÁöĄśúČśēąśČčśģĶ„ÄāśīĀŚáÄŚģ§ŚÜÖÁöĄśįĒśĶĀśĆČśĶĀŚä®śĖĻŚľŹÔľĆŚŹĮšĽ•ŚąÜšłļŚĪāśĶĀŚíĆšĻĪśĶĀ„ÄāŚú®śĶĀŚä®ÁöĄŤŅáÁ®čŚĹďšł≠ԾƚĽ•šłÄŚģöśĶĀťÄü„ÄĀŚćēšłÄťÄöŤ∑Į„ÄĀŚćēšłÄśĖĻŚźĎśĶĀŚä®ÁöĄśįĒśĶĀԾƍĘęÁßįšłļŚĪāśĶĀԾƚĻüŚŹęŚćēŚźĎśĶĀÔľõśįĒśĶĀśó†ŚõļŚģöÁöĄśĖĻŚźĎśĶĀŚä®ŚŹęšĻĪśĶĀԾƚĻüŚŹęÁīäśĶĀśąĖťĚěŚćēŚźĎśĶĀ„ÄāŚĪāśĶĀśĆČÁÖßśįĒšĹďśĶĀŚä®śĖĻŚźĎŚŹąŚŹĮŚąÜšłļÔľöšĽéŚ§©šļēŚąįŚúįťĚĘśĖĻŚźĎÁöĄśĶĀŚä®ÁöĄŚěāÁõīŚĪāśĶĀÔľąVertical LaminarFlow TypeԾȌíĆśįĒśĶĀšĽéŚģ§ŚÜÖÁöĄšłÄšĺßśĶĀŚąįŚŹ¶šłÄšĺßÁöĄśįīŚĻ≥ŚĪāśĶĀÔľąHorizontal Laminar Flow TypeԾȄÄāÁõģŚČćԾƌõĹŚÜÖŚ§ĖÁöĄśīĀŚáÄŚģ§šłĽŤ¶ĀšĽ•ŚěāÁõīŚĪāśĶĀšłļšłĽ(Śõĺ1)ԾƌĮĻśīĀŚáÄŚģ§ŚÜÖśįĒśĶĀŚąÜŚłÉÁČĻśÄߍŅõŤ°ĆÁ†ĒÁ©∂ÁöĄśĖĻś≥ēšłĽŤ¶ĀśúČśįĒśĶĀŚŹĮŤßÜŚĆĖÔľĆCFD ś®°śčüÔľĆÁõīśé•śĶčťáŹś≥ēÁ≠ČÁ≠ČԾƍŅôšļõśĖĻś≥ēŚĺąŚģěÁĒ®šłĒŚ∑≤ŚĺóŚąįŚĻŅś≥õÁöĄŚļĒÁĒ®„ÄāÁõģŚČćÁöĄÁĽĚŚ§ßŚ§öśēįÁ†ĒÁ©∂Śģ§Śą©ÁĒ®ŤŅôšļõśĖĻś≥ēŤŅõŤ°ĆŤĮēť™ĆśĶčŤĮēŚíĆŚąÜśěźÔľĆšĹÜÁĒĪšļéŚú®ŚģěťôÖÁĒüšļߍŅźŤ°ĆŤŅáÁ®čšł≠ԾƚľöśúČśĪ°śüďÁČ©šłćśĖ≠šļßÁĒüԾƚłĒŚ≠ėŚú®šļßÁĒüŚéüŚõ†„ÄĀšļßÁĒüśó∂śúļšłćÁ°ģŚģöšĽ•ŚŹäŚģČŚÖ®śÄßÁ≠ČśäÄśúĮśÄßťöĺťĘėŚíĆÁĽŹśĶéśÄßťóģťĘėԾƜČÄšĽ•śĒĻŚĖĄśīĀŚáÄŚģ§ŚźĄÁß挟Ąś†∑ÁöĄŚľāŚłłśįĒśĶĀťóģťĘėŚįĪśėĺŚĺóŤá≥ŚÖ≥ťá捶Ā„Äā
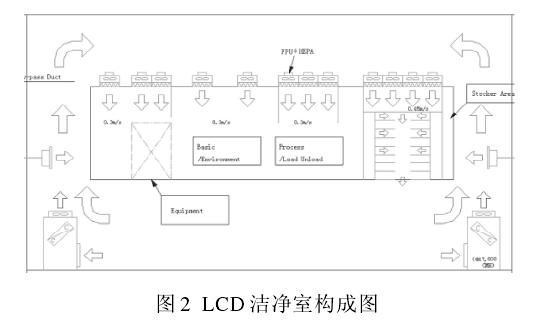
2 TFT LCD Śą∂ťÄ†šłöÁĒ®śīĀŚáÄŚģ§śįĒśĶĀÁ≥ĽÁĽüÁöĄÁČĻśÄßťöŹÁĚÄ TFT-LCD šļßšłöÁöĄŚŅęťÄüŚŹĎŚĪēԾƌĮĻŚą∂ťÄ†Śä†Ś∑•ŚéāśąŅÁöĄśīĀŚáÄŚļ¶šłéÁĽÜŤŹĆÁöĄťôźŚą∂Śļ¶Ť∂äśĚ•Ť∂äťęė„ÄāŚÖ∂ÁĒüšļߌą∂ťÄ†Ś∑•ŤČļŚíĆšļߌďĀŚĚáŚĺóÁõäšļéÁ©ļśįĒšł≠śā¨śĶģśĪ°śüďÁČ©ÁöĄśéߌą∂„ÄāśīĀŚáÄŚģ§ŚŹäÁõłŚÖ≥ŚŹóśéßÁéĮŚĘÉšŅĚŤĮĀÁ©ļśįĒšł≠śā¨śĶģÁ≤íŚ≠źŤĘęśéߌą∂Śú®ŚźąťÄāÁöĄÁļߌąęԾƚĽ•Á°ģšŅĚŚģĆśąźŚĮĻśĪ°śüďśēŹśĄüÁöĄŚ∑•ŤČļŚą∂Á®č„Äāśú¨Á†ĒÁ©∂šł≠ÁöĄLCDśīĀŚáÄťóīŚéāśąŅśėĮťÖćśúČšł§ťĚĘťÄöť£éÁęĖšļēÁöĄŚěāÁõīŚĪāśĶĀŚěčŚ∑•šłöÁĒ®śīĀŚáÄŚéāśąŅԾƚłčťÉ®ťĚôŚéčŚĪāŤģĺśúČFCU Ť£ÖÁĹģ„ÄāšłčťÉ®ťĚôŚéčŚĪāŚÜćśääśīĀŚáÄÁ©ļśįĒťÄöŤŅáťÄĀť£éťÄöťĀďťÄĀŚąįšłäťÉ®ťĚôŚéčŚĪāԾƚłäťÉ®ťĚôŚéčŚĪāŚą©ÁĒ®FFUťÄĀŚáļśīĀŚáÄÁ©ļśįĒԾƜīĀŚáÄŚģ§ŚíĆšłčťÉ®ťĚôŚéčŚĪāšĻčťóīťďļŤģ匧öŚ≠ĒŚõěť£éŚúįśĚŅÔľąPunching PlateÔľČԾƌĹĘśąźŚÜćŚĺ™ÁéĮÁ≥ĽÁĽüԾƍßĀŚõĺ2„Äā
Śú® TFT LCD ÁĒüšļߍŅáÁ®čŚĹďšł≠ԾƌĹĪŚďćśįĒśĶĀÁöĄšłĽŤ¶ĀŚõ†Áī†śúČÔľöśīĀŚáÄťóīŚĪāťęė„ÄĀśįĒśĶĀÁĽĄÁĽáś®°ŚľŹ„ÄĀFFUÁöĄŚłÉŚĪÄ„ÄĀFFU ŚáļŚŹ£ť£éťÄü„ÄĀŚúįśĚŅÁöĄŚľÄŚŹ£Áéá„ÄĀŤģ匧áÁöĄśéíśįĒ„ÄĀŤģ匧ጳɌĪÄ„ÄĀŚĹĘÁä∂Á≠Č„ÄāśéĆśŹ°śįĒśĶĀśīĀŚáÄśäÄśúĮÁöĄŚźĄť°ĻŚéüŚąôԾƌŹĮšĹŅšļߌďĀÁöĄŤČĮŚďĀÁéáŚíĆŚŹĮťĚ†śÄßÁ°ģŚģěŤĺ匹įśĖįÁöĄśįīŚĻ≥„ÄāŤČĮŚ•ĹÁöĄśįĒśĶĀԾƌŹĮšĽ•Śú®ŤĺÉŚįŹÁöĄÁ≥ĽÁĽüŚĺ™ÁéĮť£éťáŹŚíĆÁ≥ĽÁĽüŤÉĹŤÄóšłčŤĺ匹įŤĺÉťęėÁöĄÁ©ļśįĒśīĀŚáÄŚļ¶„Äā
3 LCD śīĀŚáÄťóīšłĽŤ¶ĀÁöĄśįĒśĶĀťóģťĘė
3.1 LCD śīĀŚáÄťóīŤģ匧áÁöĄśź¨ŚÖ•ŚĮĻÁ©ļśÄĀŚéüŚßčŤģĺŤģ°ÁöĄŚĹĪŚďć
Śú®šł≠ŚõĹÔľĆÁĒĪšļé TFT LCD šļßšłöŚąöŚąöŚÖīŤĶ∑Ծƚłďťó®ťíąŚĮĻTFT LCDŤ°ĆšłöÁĒüšļßÁöĄŤĺÉšłļśąźÁÜüÁöĄśīĀŚáÄťóīśįĒśĶĀÁöĄŤģĺŤģ°ś≠£Ś§ĄšļéŤŅÖťÄüŚŹĎŚĪēšł≠Ծƌú®śīĀŚáÄťóīŤģĺŤģ°ŚąĚśúüԾƍģ匧áÁöĄŚłÉÁĹģÁéáԾƍģ匧áÁöĄŚľÄŚŹ£ÁéáԾƜéíśįĒÁéáÁ≠ČŚõ†Áī†šłćŤÉŌ幍Į¶ÁĽÜÁöĄÁ°ģŚģöԾƌĻ∂šłĒŚú®Ťģ匧áŚĹĘśÄĀŚźĄŚľāÁöĄśÉÖŚÜĶšłčťíąŚĮĻśÄßÁöĄŤģĺŤģ°šĻüśėĮŚĺąťöĺŤĺ匹įÁöĄ„ÄāšłÄŤą¨śÉÖŚÜĶšłčԾƌú®Á©ļśÄĀśó∂ԾƜīĀŚáÄťóīÁöĄśįĒśĶĀśėĮś≠£ŚłłÁöĄÔľĆŚüļśú¨šłäśėĮŚģĆŚÖ®ÁöĄŚěāÁõīŚĪāśĶĀś®°ŚľŹÔľĆšĹÜśėĮÁĒĪšļéŤģ匧áÁöĄśź¨ŚÖ•ÔľĆśĆ°šĹŹšļÜśīĀŚáÄťóīŚÜÖŚł¶śúČŚľÄŚŹ£ÁöĄŚúįśĚŅԾƌᏌįŹšļÜŚúįśĚŅÁöĄŚľÄŚŹ£ÁéáԾƌģĻśėēŤĶ∑ÁĒĪś≠§šļßÁĒüÁöĄŚú®šłćŚźĆśīĀŚáÄŚļ¶šĻčťóīÁöĄŚľāŚłłśįĒśĶĀ„ÄāŤģ匧áÁöĄťĚĘÁßĮŤ∂䌧ßԾƌľēŤĶ∑ŚľāŚłłśįĒśĶĀÁöĄŚŹĮŤÉĹśÄߍ∂䌧߄Äā
3.2 LCD ŚÖ≥ťĒģŚą∂Á®čŤģ匧áŚÜ֝ɮÁöĄśįĒśĶĀťóģťĘė
Śú®šłÄŤą¨śÉÖŚÜĶšłčÔľĆÁĒĪšļéÁßćÁßćŚéüŚõ†ÔľĆLCD śīĀŚáÄťóīÁöĄŚĽļŤģĺŤģĺŤģ°śó∂ԾƌźĄÁßćÁĒüšļߍģ匧ᚳäśĖĻśėĮŚź¶ŚľÄŚŹ£ÔľĆšłčśĖĻśėĮŚź¶śúČŤ∂≥Ś§üÁöĄśéíśįĒŤ£ÖÁĹģÁ≠ČŤĮ¶ÁĽÜÁĽÜŤäāśú™ŤÉĹÁļ≥ŚÖ•śįĒśĶĀŤģĺŤģ°ÁöĄŤÄÉŤôĎŚÜÖŚģĻԾƚĹŅŚĺóLCD ÁĒ®ÁĒüšļßśīĀŚáÄťóīŚćÉÁĮᚳČĺčԾƜ≤°śúČŚ∑ģŚąęšłéťíąŚĮĻśÄßԾƍŅôś†∑ŚįĪšĹŅŚĺóťÉ®ŚąÜŤģ匧ᚼ֚ĽÖšĺ̝̆ŚźĆŚÖ∂šĽĖŤģ匧ᚳĜ†∑ÁöĄśīĀŚáÄÁ©ļťóīśĚ°šĽ∂šłčԾƌģĻśėďťÄ†śąźŤģ匧áśéíśįĒÁõłŚĮĻšłćŤ∂≥„Äā
4 śįĒśĶĀśĒĻŚĖĄśĖĻś≥ēŚŹäś°ąšĺč
ŚąáŚģěśúČśēąÁöĄśįĒśĶĀśĒĻŚĖĄśĖĻś≥ēԾƚĺĚŤĶĖšļ錾āŚłłśįĒśĶĀŚąÜśěźšł≠ŚĺóŚąįÁöĄś≠£Á°ģŚľāŚłłŚéüŚõ†„ÄāŚú®ŚģěťôÖÁöĄ TFT-LCDÁĒüšļߍŅáÁ®čŚĹďšł≠ԾƝÄöŤŅáśĒĻŚĖĄśįĒśĶĀśĒĻŚĖĄÁĒüšļßÁéĮŚĘÉÁöĄśīĀŚáÄŚļ¶ÔľĆśŹźťęėšļߌďĀŤČĮÁéáÁöĄś°ąšĺčŚĺąŚ§ö,ŤŅôťáĆťíąŚĮĻšĽ•šłäŚłłŤßĀÁöĄťóģťĘėŚąóšłĺšļÜšł§šł™śúÄťá捶ĀÁöĄśĒĻŚĖĄś°ąšĺč„Äā
4.1 ś†ĻśćģŤģ匧áŚéüŚõ†śĒĻŚĖĄśįĒśĶĀ
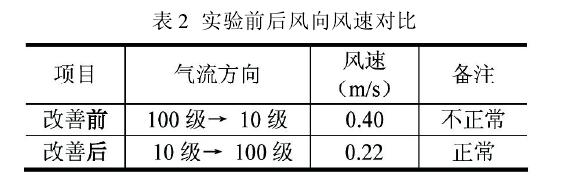
Śú®Á©ļśÄĀÁöĄÁä∂śÄĀšłčԾƜīĀŚáÄťóīÁöĄśįĒśĶĀśėĮś≠£ŚłłÁöĄÔľĆŚüļśú¨šłäśėĮŚģĆŚÖ®ÁöĄŚěāÁõīŚĪāśĶĀś®°ŚľŹÔľĆšĹÜśėĮÁĒĪšļéŤģ匧áÁöĄśź¨ŚÖ•ÔľĆśĆ°šĹŹšļÜśīĀŚáÄťóīŚÜÖŚł¶śúČŚľÄŚŹ£ÁöĄŚúįśĚŅԾƌᏌįŹšļÜŚľÄŚŹ£ÁéáԾƍģ匧áÁöĄťĚĘÁßĮŤ∂䌧ßԾƌľÄŚŹ£ÁéášłčťôćŤ∂䌧ö„ÄāÁõłŚĮĻšļéśīĀŚáÄŚļ¶śĮĒŤĺÉťęėÁöĄŚĆļŚüüԾƜČÄšĽ•ťĚôśÄĀśó∂śįĒśĶĀŚįĪŚ∑≤ÁĽŹŚŹĎÁĒüšļÜśĒĻŚŹė„ÄāŚú®Ťģ匧ᚳ挟ƌłÉÁĹģÁéášĻčťóīԾƌģĻśėēŤĶ∑ÁĒĪś≠§šļßÁĒüÁöĄŚú®šłćŚźĆśīĀŚáÄŚļ¶šĻčťóīÁöĄŚľāŚłłśįĒśĶĀԾƌ¶āśěúŚú®śīĀŚáÄťóīŚĽļŤģĺŤģĺŤģ°śĖĹŚ∑•ÁöĄśó∂ŚÄôԾƜ≤°śúČŤÄÉŤôĎŚąįŤŅôšł™ťóģťĘėԾƝā£šĻąŚú®ŚģěťôÖÁĒüšļߍŅáÁ®čšł≠ԾƜĒĻŚĖĄÁĒĪś≠§ťÄ†śąźŚľāŚłłśÉÖŚÜĶԾƍÄÉŤôĎŤģ匧áÁöĄŚĎ®ŚõīťÄāŚĹďÁöĄŚĘěŚä†ŚúįśĚŅÁöĄŚľÄŚŹ£ÁéáśėĮÁĽŹśĶéśúČśēąśĖĻś°ą„ÄāŚ¶āŤ°®2śČÄÁ§ļԾƌú®śĒĻŚĖĄšĻčŚČćԾƜīĀŚáÄÁ≠ČÁļß10Áļßšłé100 ÁļßšĻčťóīÔľąEquipment 2# šłé 3#ÔľČԾƌ≠ėŚú®ÁĒĪśīĀŚáÄšĹéÁöĄŚĆļŚüüŚźĎśīĀŚáÄťęėÁöĄŚĆļŚüüśĖĻŚźĎÁöĄŚľāŚłłśįĒśĶĀԾƜįĒťÄüťęėŤĺĺ 0.40 m/sԾƌĮĻšļߌďĀÁöĄŤČĮÁéᜏźŚćጳ¶śĚ•ťöźśā£„ÄāśõīśćĘŤĮ•Ťģ匧áŚĎ®ŚõīŚĆļŚüüÁöĄÁõ≤śĚŅ 36 ŚĚóԾƌÖ∂ŚľÄŚŹ£Áéášłļ 46%„ÄāśēąśěúŚ¶āŚõĺ3 śČÄÁ§ļ„ÄāÁõģŚČćśįĒśĶĀśĖĻŚźĎśĒĻŚŹėŚĻ∂šłĒŤĺ匹įšļÜ0.22 m/s ÁöĄś≠£ŚłłśįĒśĶĀśįĒťÄüÁöĄś†áŚáÜ„ÄāŤĮīśėéŤģ匧áÁöĄśĒĺÁĹģŚĹĪŚďćšļÜŚúįśĚŅÁöĄŚéüśúČÁöĄŚľÄŚŹ£ÁéáԾƚĽ•ŤáīśĒĻŚŹėšļÜÁ©ļśÄĀśó∂ŚéüśúČÁöĄŤģĺŤģ°śįĒśĶĀŚĹĘśÄĀԾƌú®ŤŅôś†∑ÁöĄśĚ°šĽ∂šłčԾƌĆļŚüüśÄßÁöĄśõīśćĘŚľÄŚŹ£ÁéጧßÁöĄŚúįśĚŅŚĮĻśįĒśĶĀśĒĻŚĖĄťĚ쌳łśúČśēąśěú„ÄāŚú®śĒĻŚĖĄŤŅõŤ°Ćśó∂ŚąĽŚČ挟é15Ś§©ÁöĄśó∂ťóīťáĆԾƜ≠§Ťģ匧ጹ∂šĹúÁöĄLOTyield śŹźŚćášļÜ0.08%ԾƜĆČ2010ŚĻīŚĻīŚļēÁöĄŚłāŚúļśÉÖŚÜĶԾƜĒ∂ÁõäŚú®60šłáŚÖÉšļļśįĎŚłĀŚ∑¶ŚŹ≥„Äā
4.2 ś†ĻśćģšłćŚźĆŚ∑•ŤČļšļߌďĀśĽěÁēôśó∂ťóīśĒĻŚĖĄśįĒśĶĀ
TFT LCD ÁĒüšļߌą∂ťÄ†šł≠ԾƚłćŚźĆÁöĄÁĒüšļߌ∑•ŤČļÁöĄŤģ匧áśėĮšłćŚźĆÁöĄ„ÄāśúČÁöĄŤģ匧áśėĮŚģĆŚÖ®ŚįĀťó≠ÁöĄÔľĆšļߌďĀŚüļśĚŅśēīšł™ŤŅáÁ®čťÉĹŚú®ŚĮÜťó≠śąĖŤģ匧áŤá™Ťļꌳ¶śúČ EFUÔľąEquipmentFan UnitÔľČÁöĄŚĮÜťó≠Ťģ匧áťáĆԾƝā£šĻąŚĮĻšļéŤŅôŚŹįŤģ匧áԾƝô§šļÜŤģ匧áŚÜ֝ɮťúÄŤ¶ĀšŅĚŤĮĀśéíśįĒť°ļÁēÖŚ§ĖԾƚļߌďĀŚüļśĚŅŚú®Ťģ匧áśäēŚÖ•ŚÖ•ŚŹ£Á≠ČŚĺÖŚĆļŚüüÁöĄśįĒśĶĀśėĮśúÄťá捶ĀÁöĄ„ÄāŚĮĻšļéŤģ匧ᚳļšłäśĖĻŚľÄŚŹ£Ťģ匧áԾƜäēŚÖ•ŚŹ£Á≠ČŚĺÖÁöĄŚĆļŚüüśįĒśĶĀšĻüśėĮŚźĆś†∑ťĚ쌳łťá捶ĀÁöĄ„Äā
šļߌďĀŚú®ÁĒüšļߍŅáÁ®čŚĀúÁēôśó∂ťóīśúÄťēŅÁöĄŚĆļŚüüŚįĪśėĮšļߌďĀśúÄŚģĻśėóŚąįÁ≤ČŚįėśĪ°śüďÁöĄŚĆļŚüü„ÄāŚú®šļÜŤß£ TFT LCD ÁĒüšļߌ∑•ŤČļŚźéԾƌŹĮšĽ•śČ匹įTFT-LCDÁĒüšļßśó∂šļߌďĀśĽěÁēôśó∂ťóīťēŅÁü≠ÁöĄŤßĄŚĺčԾƝā£šĻąťíąŚĮĻŤŅôšļõŚĆļŚüüŤŅõŤ°ĆśĒĻŚĖĄŚįĪšľöšļčŚćäŚäüŚÄćԾƜēąśěúśõīšĹ≥„ÄāťÄöŚłłÁöĄśÉÖŚÜĶšłčÔľĆIndexerśėĮLOTŚĀúÁēôÁ≠ČŚĺÖśó∂ťóīŤĺÉťēŅԾƌĻ∂šłĒ Glass ŚćēŚľ†ŤŅõŤ°Ćśó∂ԾƌĀúÁēôśó∂ťóīśúÄťēŅÁöĄŚĆļŚüü„Äā
Ťá™Śä®ŤĺďŤŅźŚô®ŚĆļŚüüÁĒĪšļéśúļśĘįśČčŤáāÁöĄŚģČŤ£ÖԾƌŅÖÁĄ∂ŚĹĪŚďćšļÜŚéüŚßčŤģĺŤģ°ÁöĄŚúįśĚŅŚľÄŚŹ£ÁéáԾƌõ†ś≠§ÔľĆŚú®ŚŹĮŤÉĹÁöĄśÉÖŚÜĶšłčԾƝÄāŚĹďśõīśćĘŚľÄŚŹ£ÁéáśõīŚ§ßÁöĄŚúįśĚŅśėĮśĮĒŤĺÉŚźąťÄāÁöĄ„Äā
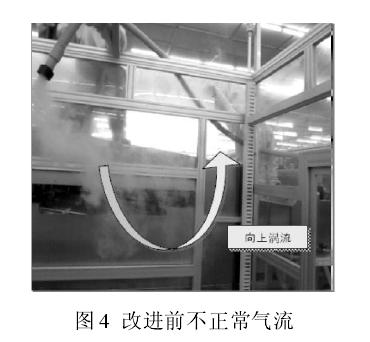
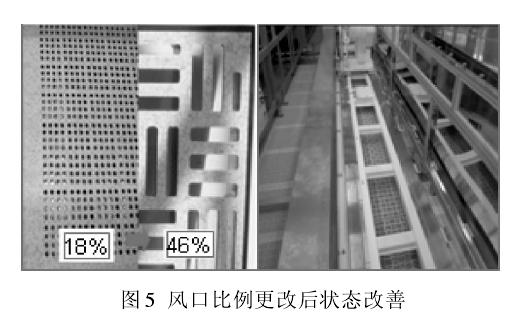
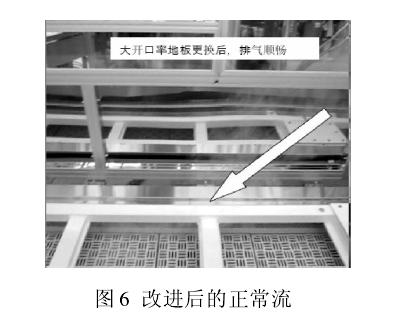
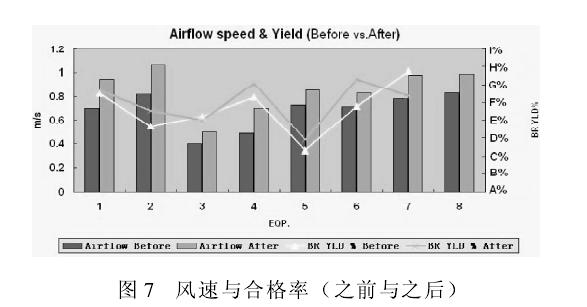
šĺ茶āԾƌú® 2# Ťģ匧áÁöĄ Indexer ŚÜ֝ɮԾƌú®ÁęĖť£éšļēšĺßśĖĻŚźĎśúČŚźĎšłäÁöĄś∂°śĶĀśÉÖŚÜĶԾƌ¶āŚõĺ4śČÄÁ§ļ„ÄāŤŅôšł™šĹćÁĹģԾƜ≠£śėĮÁéĽÁíÉśĚŅŤŅõŚÖ•Ťģ匧áŚČćťõÜšł≠Á≠ČŚĺÖÁöĄťęėŚļ¶ÔľĆŤŅôŚĮĻŚú®ś≠§ťęėŚļ¶ÁöĄÁéĽÁíÉśĚŅÁöĄśīĀŚáÄŚļ¶śėĮŚĺąšłćŚą©ÁöĄ„ÄāšłļšļÜšŅĚŤĮĀśīĀŚáÄŚļ¶ÔľĆśú¨śĖĻś°ąŚįÜ13ŚĚóŚľÄŚŹ£šłļ18%ÁöĄŚúįśĚŅԾƜõīśćĘšłļŚľÄŚŹ£Áéášłļ46%ÁöĄŚúįśĚŅԾƌú®śõīśćĘŚúįśĚŅŚźéԾƌúįśĚŅÁöĄŚľÄŚŹ£ÁéáŚćáťęėԾƌ¶āŚõĺ5śČÄÁ§ļ„ÄāŚą©ÁĒ® FOGGER śįĒśĶĀś®°śčüŤģ匧áÔľąMSP-2010ÔľČԾƌĮĻIndexerŚÜ֝ɮśįĒśĶĀŤŅõŤ°Ćś®°śčüśĶčŤĮēԾƜēąśěúŚ¶āŚõĺ6śČÄÁ§ļ„ÄāŚéüśĚ•Śú®ÁęĖť£éšļēšĺßśúČś∂°śĶĀÁöĄŤģ匧áIndexerŚÜ֝ɮ, śúČŚģ≥ś∂°śĶĀś∂ąŚ§ĪԾƜįĒśĶĀśįĒťÄüŚŹėŚ§ßԾƜõīśćĘŚźéÁęĖÁõīŚźĎšłčÁöĄŚěāÁõīśįĒśĶĀśįĒťÄüÁĒĪ0.82 m/sśŹźŚćáŤá≥ 1.06 m/s„ÄāśįĒśĶĀŚŹėŚĺóť°ļÁēÖŚźéÔľĆÁ≤ČŚįėŚįÜśúČśēąÁöĄśéíťô§ÔľĆśúÄÁĽąŚŹĮšĹŅ Yield śúČśēąśŹźŚćá„Äā
Śú®śĒĻŚĖĄŚźéÁöĄšłÄšł™śúąÁöĄśó∂ťóīťáĆԾƝÄöŤŅáŚĮĻÁõłŚÖ≥Ťģ匧áÁöĄŚźąś†ľÁéáÁõĎśéßÁĽďśěúśĚ•ÁúčԾƌźąś†ľÁéᜏźŚćáśēąśěúśėéśėĺԾƌ¶āŚõĺ7śČÄÁ§ļ„ÄāŚú®ŚúįśĚŅśõīśćĘŚźéÁöĄŤģ匧á Indexer ŚÜ֝ɮśįĒśĶĀśįĒťÄüťÉĹśúČšłćŚźĆÁ®čŚļ¶ÁöĄśŹźťęėԾƜēīšĹďšłäÁúčԾƚļߌďĀŤČĮÁéáťÉĹśúČÁõłŚļĒÁöĄŚćáťęė„Äāšĺ茶ā2#Ťģ匧áԾƜ≠§Ťģ匧áÁĒüšļßÁöĄšļߌďĀArray Yield śúČ0.6%ÁöĄśŹźŚćáԾƜĆČ2010 ŚĻīŚĻīŚļēTFTLCD śôģťÄöŚě茏∑šļߌďĀÁöĄŚłāŚúļśÉÖŚÜĶÁúčԾƝʥŤģ°śĒ∂ÁõäŚú® 500šłáŚÖÉšļļśįĎŚłĀŚ∑¶ŚŹ≥„Äā
5 ÁĽďŤģļ
śúČśēąŚúįśĒĻŚĖĄ LCD śīĀŚáÄŚģ§śīĀŚáÄśįĒśĶĀԾƝ¶ĖŚÖąťúÄŤ¶ĀŚĮĻśīĀŚáÄŚģ§ÁöĄśįĒśĶĀśúČśČÄśéĆśŹ°ÔľĆŚį§ŚÖ∂śėĮŚľāŚłłśįĒśĶĀÔľõŚÖ∂ś¨°ťúÄŤ¶ĀŚĮĻ TFT LCD Ś∑•ŤČļśúČś∑ĪŚļ¶ÁöĄšļÜŤß£ÔľĆśõīťá捶ĀÁöĄśėĮťúÄŤ¶ĀťēŅśó∂ťóīÁöĄśĶčŤĮēšĽ•ŚŹäŚģěť™ĆԾƜČćŤÉĹŚĺóŚąįś≠£Á°ģśúČśēąÁöĄśĒĻŚĖĄśĖĻś≥ē„ÄāŤÄÉŤôĎŚąįŚĪĝɮÁöĄśįĒśĶĀśĒĻŚĖĄŚĮĻśēīšĹďÁöĄśįĒśĶĀŚĻ≥Ť°°šĻüšľöšļßÁĒüšłÄŚģöÁöĄŚĹĪŚďćԾƜČÄšĽ•LCDśīĀŚáÄŚģ§śįĒśĶĀśĒĻŚĖĄšłÄŤą¨ťÄāŚģúťááÁĒ®Śĺ™ŚļŹśłźŤŅõÁöĄśĖĻŚľŹŤŅõŤ°Ć„Äā
5.1 ŚĮĻśįĒśĶĀŚŹėŚĆĖťÄ†śąźŚĹĪŚďćÁöĄšłĽŤ¶ĀŚõ†Áī†
Á†ĒÁ©∂ÁĽďśěúŤ°®śėéԾƌú® TFT LCD ÁĒüšļߍŅáÁ®čŚĹďšł≠ԾƌúįśĚŅÁöĄŚľÄŚŹ£ÁéáԾƍģ匧áÁöĄŚįļŚĮłŚłÉŚĪÄԾƍģ匧áÁöĄŚĹĘÁä∂ŚíĆŚľÄŚŹ£ÁéáԾƜėĮŚĹĪŚďćśįĒśĶĀŚŹėŚĆĖÁöĄšłĽŤ¶ĀŚõ†Áī†„Äāś≠§Ś§ĖԾƜīĀŚáÄťóīŚĪāťęė„ÄĀśįĒśĶĀÁĽĄÁĽáś®°ŚľŹ„ÄĀFFUÁöĄŚłÉŚĪÄ„ÄĀFFUŚáļŚŹ£ť£éťÄü„ÄĀŤģ匧áÁöĄśéíśįĒÁ≠ČÁ≠ČšĻüťÉĹšľöŚĮĻśįĒśĶĀÁöĄŚŹėŚĆĖšļßÁĒüŚĹĪŚďć„ÄāŚÖ∂šł≠ԾƝÄöŤŅáÁ†ĒÁ©∂Ťģ匧ጳɌĪÄŚĮĻŚúįśĚŅŚľÄŚŹ£ÁéáÁöĄŚĹĪŚďćԾƜĒĻŚĖĄŚĆļŚüüśÄßÁöĄŚľāŚłłśįĒśĶĀśėĮťĚ쌳łśúČśēąÁöĄśĖĻś≥ēԾƌį§ŚÖ∂śėĮŚįŹŤĆÉŚõīŚÜÖŚĆļŚüüśÄßśįĒśĶĀśĒĻŚĖĄ„Äā
śú¨śĖáŚģ읙Ɯ°ąšĺčšł≠ԾƜõīśćĘšļÜś†Öś†ľŚúįśĚŅ 36 ŚĚóŚźéԾƝ£éŚźĎŤĹ¨šłļś≠£ŚłłśĖĻŚźĎԾƝ£éťÄüÁĒĪ0.22 m/sŚŹėšłļ0.40 m/sÔľĆÁõłŚļĒŚúįԾƚļߌďĀŤČĮŚ•ĹÁéᜏźŚćá0.08%ԾƜĒĻŚĖĄśēąśěúťĚ쌳łśėĺŤĎó„Äā
5.2 ś†ĻśćģŚ∑•ŤČļšļߌďĀśĽěÁēôśó∂ťóīśĒĻŚĖĄśįĒśĶĀ
LCD ÁĒüšļߍģ匧áŚõ†Ś∑•ŤČļšłćŚźĆԾƍģ匧áÁöĄÁĽďśěĄŚłÉŚĪÄŚŹäÁéĮŚĘÉšłćŚźĆԾƌáļŚįėšĹćÁĹģšĻüśúČśČÄŚ∑ģŚľāԾƌõ†ś≠§Ťģ匧áŚĮĻśįĒśĶĀÁöĄŤ¶ĀśĪāśėĮšłćšłÄś†∑ÁöĄÔľĆś†ĻśćģŤģ匧áŚĮĻśįĒśĶĀÁöĄŤ¶ĀśĪāŚíĆšļߌďĀśĽěÁēôśó∂ťóīśĒĻŚĖĄśįĒśĶĀԾƜėĮšĹŅśīĀŚáÄťóīśįĒśĶĀšľėŚĆĖÁöĄśúČśēąśĖĻś≥ē„Äā
ťÄöŤŅáŚú®LCDŚą∂šĹúŤŅáÁ®čšł≠ÁöĄŚÖ≥ťĒģšłļ46%ŚľÄŚŹ£Áéᜆ֜†ľŚúįśĚŅԾƍģ匧á Indexer ŚÜÖśįĒśĶĀśįĒťÄüŚćáťęė 0.2 m/s Ś∑¶ŚŹ≥ԾƚļߌďĀŤČĮŚ•ĹÁéáŚĻ≥ŚĚᜏźťęė 0.17% Ś∑¶ŚŹ≥„Äā
5.3 šĽäŚźéÁöĄśįĒśĶĀśĒĻŚĖĄÁöĄŚŹĎŚĪēśĖĻŚźĎŚŹäŚČćśôĮ
ÁĽľšłäśČÄŤŅįÔľĆTFT LCD Ť°ĆšłöšłļšļÜśŹźŚćášļߌďĀÁöĄŤČĮÁéáԾƜįĒśĶĀÁģ°ÁźÜšĻüśúČŚÖ∂Ťá™ŤļęÁöĄÁČĻÁāĻԾƍŅôśėĮÁĒĪTFT LCDÁöĄśďćšĹúŚ∑•ŤČļŚÜ≥ŚģöÁöĄ„ÄāťÄöŚłłšłćšĽÖšĽÖŚĪÄťôźšļéÁĽīśä§śīĀŚáÄŚģ§śīĀŚáÄÁ≠ČÁļßÁöĄÁģ°ÁźÜ„ÄāŚźĆśó∂ÔľĆÁĒĪšļéÁéįŚúļÁöĄŚ§ćśĚāśÄßԾƌíĆŚģěť™ĆÁöĄŚŹĮśďćšĹúśÄßÔľĆCFD Á≠ČśįĒśĶĀś®°śčüśĖĻś≥ēŚŹ™Śú®ŚŅÖŤ¶Āśó∂šĹŅÁĒ®„ÄāšłļšļÜŚĺóŚąįŤī®ťáŹśõīťęėśõīŚŹĮťĚ†ÁöĄ TFT LCD šļߌďĀԾƚĽäŚźéÁöĄśįĒśĶĀśĒĻŚĖĄťúÄŤ¶ĀśĆĀÁĽ≠ÁöĄÁ†ĒÁ©∂šłéŚľÄŚŹĎԾƝúÄŤ¶ĀŚźĄśĖĻťĚĘÁöĄLCDśīĀŚáÄťóīŤģĺŤģ°šļļŚĎėÁĽôšļąśõīŚ§öÁöĄŤģĺŤģ°ŤÄÉŤôĎԾƝúÄŤ¶ĀÁéįŚúļÁöĄŚ∑•šĹúšļļŚĎėŚú®ÁéįśúČÁöĄŚüļÁ°ÄšłäšłćśĖ≠ÁöĄśéĘÁīĘśĖįÁöĄśĒĻŚĖĄśĖĻś°ąśĖĻś≥ēԾƜļÁĽďŚáļśõīŚ§öÁöĄŚÖ∑śúČŚģěŤ∑ĶśĄŹšĻČÁöĄŚģĚŤīĶÁĽŹť™Ć„Äā
śú¨śĖᜆáÁ≠ĺÔľöśīĀŚáčŶťóī
ŚúįŚĚÄÔľöŚĪĪšłúÁúĀśĶéŚćóŚłāŚ§©ś°•ŚĆļśĖįŚĺźŚĪÖŚßĒšľöťĽĄś≤≥ŚĽļťā¶Ś§ßś°•Ť•Ņšĺß1-6ŚŹ∑ ÁĒĶŤĮĚÔľö0531-68824415 šľ†ÁúüÔľö0531-68824415
ÁČąśĚÉśČÄśúČ:śĶéŚćóť°ļŚ•áŚáÄŚĆĖŚ∑•Á®čśúČťôźŚÖ¨ŚŹł śäÄśúĮśĒĮśĆĀÔľöŚļ∑ÁĺéÁßĎśäÄ Ś§áś°ąŚŹ∑:ť≤ĀICPŚ§á19040779ŚŹ∑ xmlŚúįŚõĺ htmlŚúįŚõĺ txtŚúįŚõĺ ÁôĽŚĹē
